Polymer resins are a foundational material in electronics manufacturing, used in everything from circuit board housings and connectors to EV battery enclosures and 5G infrastructure. As devices get smaller, faster, and more thermally demanding, engineering resins like polycarbonate, PC-ABS, PPS, and LCP are steadily replacing metals and lower grade plastics.
This guide covers the resin grades commonly used in electronics, the benefits driving the shift, the applications where polymers are now standard, and where the industry is headed next.
Types of Polymer Resins Used in Electronics Manufacturing
Electronics designers choose from a wide range of engineering resins depending on the thermal, mechanical, electrical, and flammability requirements of the part. The most common grades include:
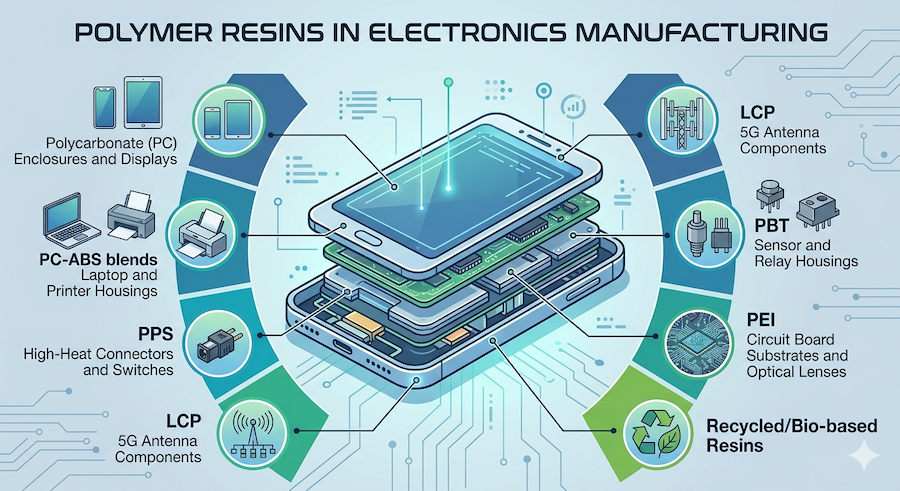
- Polycarbonate (PC). Optical clarity, impact resistance, and dimensional stability. Common in enclosures, display lenses, and battery covers.
- PC-ABS blends. Balance of PC toughness with ABS processability. Widely used in laptop and printer housings, interior automotive electronics, and consumer device shells.
- PC-ASA blends. Weatherable polycarbonate alloy for outdoor electronics, signage, and exterior charging equipment.
- Acrylonitrile Butadiene Styrene (ABS). Cost effective housings, internal brackets, and lower temperature parts.
- Polyphenylene Sulfide (PPS). High heat performance up to 220°C. Used in coil formers, connectors, and switches in high temperature environments.
- Polyphenylene Oxide (PPO) and PPE blends. Low moisture absorption, low dissipation factor, and excellent dielectric performance. Standard for busbar insulation, power supply housings, and high density terminal blocks.
- Polybutylene Terephthalate (PBT). Excellent electrical insulation and chemical resistance. Standard for connectors, sensors, and relay housings.
- Polyethylene Terephthalate (PET). Lightweight enclosures and thin film insulation.
- PC/PBT and PC/PET alloys. Polycarbonate blended with semi-crystalline polyester for the toughness of PC plus chemical resistance to coolants, solvents, and fluids. Used in connectors, liquid cooling components, and fluid adjacent brackets.
- Polyetherimide (PEI). High strength, inherent flame retardancy, and dimensional stability at elevated temperatures. Used in circuit board substrates, optical lens arrays, and high reliability connectors.
- Liquid Crystal Polymer (LCP). Outstanding flow in thin walls and excellent high frequency performance. The go to material for 5G antenna components and micro connectors.
- Nylon 6 and Nylon 66. Tough, abrasion resistant grades used in cable ties, connector bodies, and wire management.
- Polyetheretherketone (PEEK). High performance, high temperature applications including aerospace electronics and demanding industrial environments.
For a primer on how these materials are produced and classified, see our introduction to polymer resins guide.
Why Polymer Resins? The Benefits
Mechanical strength and impact resistance
Engineering resins are formulated to handle physical stress without cracking, deforming, or losing function. Grades like polycarbonate and PC-ABS deliver the impact resistance that protects internal components during drops, vibration, and routine handling. For OEMs, that translates directly into lower warranty claims and longer product lifecycles.
Heat resistance and thermal management
Electronic components generate heat, and the parts surrounding them have to keep their geometry and electrical properties intact. High heat distortion temperature grades like PPS, PEI, and PEEK retain their structural integrity at elevated temperatures, making them suitable for connectors, coil formers, and parts placed near power electronics or processors.
Chemical, flame, and electrical resistance
Many electronics environments expose parts to cleaning solvents, lubricants, and industrial chemistries. Engineering resins resist degradation under these conditions while also offering excellent dielectric strength. Flame retardant grades meet UL 94 V-0 and similar standards required for circuit board housings, enclosures, and any part in proximity to a power source.
Lightweighting and design freedom
Polymers offer a high strength to weight ratio compared to metals. Lighter parts reduce shipping costs, extend battery life in portable devices, and enable thinner, more ergonomic designs. The excellent flow characteristics of engineering resins also allow for complex geometries, snap fits, and integrated features that would require multiple machined metal parts.
Cost efficiency at scale
Injection molded resins enable high volume production with tight tolerances and minimal secondary operations. Color, surface finish, and functional features can be molded in. Many engineering resins are also recyclable, which reduces scrap costs and supports sustainability targets that increasingly factor into OEM purchasing decisions.
Applications of Polymer Resins in Electronics Manufacturing
Polymer resins show up across nearly every category of electronic product. Here are the application areas where they are most heavily used.
Polymer Resins in Consumer Electronics
Smartphones, laptops, tablets, wearables, and televisions rely on engineering resins for enclosures, internal frames, button assemblies, and display bezels. Polycarbonate and PC-ABS dominate this space because of their balance of impact resistance, cosmetic finish, and processability. Lightweighting has become a competitive feature, and resins make it possible.
Polymer Resins in Connectors and Housings
Connectors are one of the largest single application areas for engineering plastics in electronics. PBT, PPS, and LCP are widely used for connector bodies because they hold tight tolerances, insulate well, and tolerate the soldering temperatures involved in board assembly. Polymer housings protect sensitive components from moisture, dust, and mechanical stress.
Polymer Resins in Circuit Boards, Insulators, and Switchgear
Beyond the board itself, engineering resins are used in coil formers, relay housings, terminal blocks, and switch components. PEI and PPS see heavy use here because they combine flame retardancy, electrical insulation, and stability at the temperatures associated with high power circuitry.
Polymer Resins in EV and Automotive Electronics
Electric vehicles have dramatically increased demand for high performance polymers. Battery management systems, charging connectors, sensor housings, and power electronics modules all use engineering resins for thermal management, dielectric performance, and weight reduction. PC-ASA grades are common for exterior charging port enclosures because they hold up to UV exposure and weathering.
Polymer Resins in 5G and Telecom Infrastructure
5G infrastructure has accelerated adoption of LCP and other high frequency polymers for antenna components, RF connectors, and small cell housings. Low loss, low dielectric constant materials are essential for next generation antennas and high frequency interconnects.
Polymer Resins in AI Data Centers
AI data centers have created an entirely new tier of demand for flame retardant engineering resins. While exotic materials handle the sub-microscopic fiber optics right at the chip, FR engineering resins and structural alloys handle the massive physical infrastructure that surrounds them: server chassis, power distribution units, connector housings, busbar insulators, and heavy duty cabling networks. Each material addresses specific mechanical, thermal, and electrical challenges created by 100kW plus AI server racks.
Several resin families are doing the heavy lifting:
- FR-PEI (Polyetherimide). Used in multi lens arrays for co-packaged optics (CPO), high voltage structural insulators, and direct to chip test sockets. PEI delivers exceptionally high heat deflection temperature and inherent flame retardancy without additives that could outgas. It holds microscopic dimensional tolerances under sustained thermal load, which keeps fiber optic micro lenses aligned and prevents data packet loss.
- FR PC/ABS. Used in server blade front panels, brackets, internal air baffles, tray handles, and structural rack components. PC/ABS combines the heat and flame resistance of polycarbonate with the processability and impact toughness of ABS. With non halogenated flame retardants that meet UL 94 V-0 at thin gauges, it provides the lightweight rigidity needed to absorb impact during hot swapping server components.
- FR PC/TP blends (PC/PBT and PC/PET). Used in connectors, liquid cooling valve housings, structural clips, and fluid adjacent brackets. Alloying polycarbonate with a semi-crystalline thermoplastic polyester gives the material the chemical resistance that pure PC lacks. In data centers using direct to chip liquid cooling or dielectric immersion cooling, parts have to survive constant exposure to coolants, glycols, and synthetic oils without cracking. FR PC/TP delivers that chemical immunity alongside strong mechanical performance.
- FR PPO and PPE blends. Used in busbar insulation covers, power supply housings, high density terminal blocks, and backup battery enclosures. PPO has some of the lowest moisture absorption rates of any engineering plastic, so its physical properties hold steady across changing data center environments. Its low dissipation factor makes it an excellent dielectric, preventing arcing around high amperage busbars while minimizing energy loss as heat.
- FR pure PC (Polycarbonate). Used in transparent safety shields, insulation films, power supply covers, and structural spacers. Polycarbonate compounded with robust flame retardants offers crystal clear transparency, very high impact resistance, and excellent dimensional stability. It is the go to choice for protective barriers and insulation layers in power management systems where technicians need to see indicators or wiring while maintaining full flame protection.
The real differentiator across all of these grades is not the base resin. It is the custom compounding. For AI data centers, the target is UL 94 V-0 or 5VA flame ratings at very thin walls (to save weight and maximize air or fluid flow space), using non halogenated, RoHS compliant flame retardants that will not release corrosive gases under fault conditions. By matching specific resins and alloys to the location and function in the rack, manufacturers optimize for chemical resistance, high speed signal integrity, or heavy mechanical load without adding dead weight.
Polymer Resins in Industrial Controls and Power Electronics
Industrial control panels, motor drives, inverters, and power supplies depend on high temperature, flame retardant resins. PEI, PPS, and PEEK perform well in environments with sustained heat loads and exposure to industrial chemistries.
Innovations and the Future of Polymers in Electronics
The pace of innovation in engineering resins is accelerating, driven by electrification, miniaturization, and sustainability requirements. A few of the most active areas:
- High temperature resins for power density. EV inverters, GaN and SiC power electronics, and dense server architectures are pushing operating temperatures higher, driving demand for grades that perform reliably above 200°C.
- Halogen free flame retardant grades. OEMs and regulators are moving away from halogenated flame retardants. New non halogenated formulations meet UL 94 V-0 without the environmental concerns.
- Thin wall molding and miniaturization. As consumer electronics shrink, resin grades with exceptional flow at very thin wall sections (LCP in particular) are enabling smaller, lighter parts without sacrificing strength.
- Recycled and bio based engineering plastics. Closed loop recycling streams and bio derived feedstocks are emerging across PC, PBT, and nylon grades, helping OEMs meet sustainability targets.
- Polymers enabling 5G and mmWave. Low loss, low dielectric constant materials are essential for next generation antennas and high frequency interconnects.
The Growing Role of Polymer Resins in Electronics Manufacturing
Across nearly every electronics category, the trend is the same: parts that were once metal are being replaced by engineering plastics. The drivers are familiar. Polymers are lighter, easier to mold into complex shapes, and more cost effective at scale. They support the design freedom that modern devices demand, and they help OEMs hit aggressive weight, cost, and sustainability targets without compromising performance.
The shift is most visible in consumer electronics and EVs, but it is happening across telecom, industrial controls, and data center hardware as well. As resin chemistry improves and new high performance grades become more accessible, the range of parts where polymers are the right choice continues to expand.
Challenges and Considerations
Engineering resins do have limits. Heat sensitivity remains a consideration for very high temperature environments, and certain aggressive solvents can affect some polymer families. UL ratings, RoHS compliance, and regulatory requirements vary by application and region, and designers need to spec grades that meet the relevant standards.
Polymer Resources offers a broad range of engineering resin grades, including high heat and flame retardant materials formulated for demanding electronics applications. Our materials are spec compatible with leading branded resins, often at a meaningful cost advantage.
Conclusion
Polymer resins are no longer a substitute material in electronics manufacturing. They are the default for a growing share of components, from consumer device housings to EV battery systems to 5G antenna parts. The combination of mechanical performance, thermal stability, electrical properties, lightweighting, and cost efficiency makes engineering resins uniquely well suited to the demands of modern electronic products.
To discuss the right resin grade for your electronics application, request a sample or contact a Polymer Resources engineer.