by Todd Hotes | May 27, 2026 | Blog
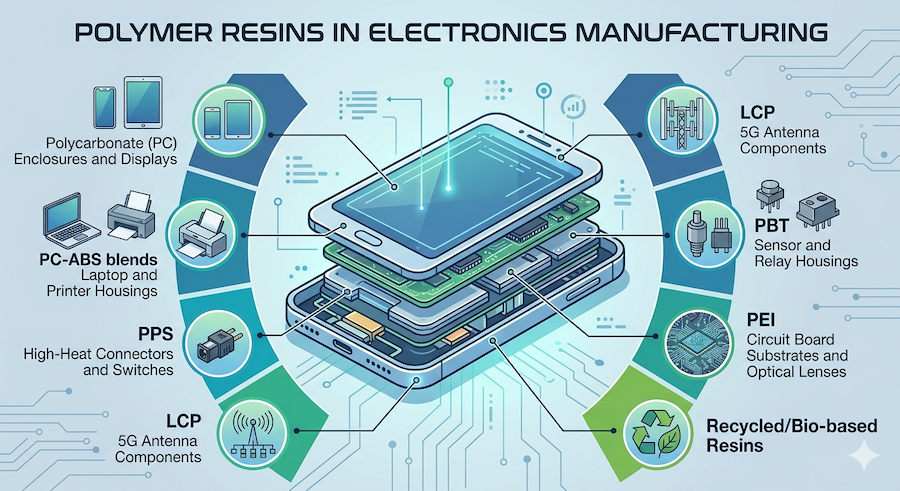
Polymer resins are a foundational material in electronics manufacturing, used in everything from circuit board housings and connectors to EV battery enclosures and 5G infrastructure. As devices get smaller, faster, and more thermally demanding, engineering resins like polycarbonate, PC-ABS, PPS, and LCP are steadily replacing metals and lower grade plastics.
This guide covers the resin grades commonly used in electronics, the benefits driving the shift, the applications where polymers are now standard, and where the industry is headed next.
Types of Polymer Resins Used in Electronics Manufacturing
Electronics designers choose from a wide range of engineering resins depending on the thermal, mechanical, electrical, and flammability requirements of the part. The most common grades include:
- Polycarbonate (PC). Optical clarity, impact resistance, and dimensional stability. Common in enclosures, display lenses, and battery covers.
- PC-ABS blends. Balance of PC toughness with ABS processability. Widely used in laptop and printer housings, interior automotive electronics, and consumer device shells.
- PC-ASA blends. Weatherable polycarbonate alloy for outdoor electronics, signage, and exterior charging equipment.
- Acrylonitrile Butadiene Styrene (ABS). Cost effective housings, internal brackets, and lower temperature parts.
- Polyphenylene Sulfide (PPS). High heat performance up to 220°C. Used in coil formers, connectors, and switches in high temperature environments.
- Polyphenylene Oxide (PPO) and PPE blends. Low moisture absorption, low dissipation factor, and excellent dielectric performance. Standard for busbar insulation, power supply housings, and high density terminal blocks.
- Polybutylene Terephthalate (PBT). Excellent electrical insulation and chemical resistance. Standard for connectors, sensors, and relay housings.
- Polyethylene Terephthalate (PET). Lightweight enclosures and thin film insulation.
- PC/PBT and PC/PET alloys. Polycarbonate blended with semi-crystalline polyester for the toughness of PC plus chemical resistance to coolants, solvents, and fluids. Used in connectors, liquid cooling components, and fluid adjacent brackets.
- Polyetherimide (PEI). High strength, inherent flame retardancy, and dimensional stability at elevated temperatures. Used in circuit board substrates, optical lens arrays, and high reliability connectors.
- Liquid Crystal Polymer (LCP). Outstanding flow in thin walls and excellent high frequency performance. The go to material for 5G antenna components and micro connectors.
- Nylon 6 and Nylon 66. Tough, abrasion resistant grades used in cable ties, connector bodies, and wire management.
- Polyetheretherketone (PEEK). High performance, high temperature applications including aerospace electronics and demanding industrial environments.
For a primer on how these materials are produced and classified, see our introduction to polymer resins guide.
Why Polymer Resins? The Benefits
Mechanical strength and impact resistance
Engineering resins are formulated to handle physical stress without cracking, deforming, or losing function. Grades like polycarbonate and PC-ABS deliver the impact resistance that protects internal components during drops, vibration, and routine handling. For OEMs, that translates directly into lower warranty claims and longer product lifecycles.
Heat resistance and thermal management
Electronic components generate heat, and the parts surrounding them have to keep their geometry and electrical properties intact. High heat distortion temperature grades like PPS, PEI, and PEEK retain their structural integrity at elevated temperatures, making them suitable for connectors, coil formers, and parts placed near power electronics or processors.
Chemical, flame, and electrical resistance
Many electronics environments expose parts to cleaning solvents, lubricants, and industrial chemistries. Engineering resins resist degradation under these conditions while also offering excellent dielectric strength. Flame retardant grades meet UL 94 V-0 and similar standards required for circuit board housings, enclosures, and any part in proximity to a power source.
Lightweighting and design freedom
Polymers offer a high strength to weight ratio compared to metals. Lighter parts reduce shipping costs, extend battery life in portable devices, and enable thinner, more ergonomic designs. The excellent flow characteristics of engineering resins also allow for complex geometries, snap fits, and integrated features that would require multiple machined metal parts.
Cost efficiency at scale
Injection molded resins enable high volume production with tight tolerances and minimal secondary operations. Color, surface finish, and functional features can be molded in. Many engineering resins are also recyclable, which reduces scrap costs and supports sustainability targets that increasingly factor into OEM purchasing decisions.
Applications of Polymer Resins in Electronics Manufacturing
Polymer resins show up across nearly every category of electronic product. Here are the application areas where they are most heavily used.
Polymer Resins in Consumer Electronics
Smartphones, laptops, tablets, wearables, and televisions rely on engineering resins for enclosures, internal frames, button assemblies, and display bezels. Polycarbonate and PC-ABS dominate this space because of their balance of impact resistance, cosmetic finish, and processability. Lightweighting has become a competitive feature, and resins make it possible.
Polymer Resins in Connectors and Housings
Connectors are one of the largest single application areas for engineering plastics in electronics. PBT, PPS, and LCP are widely used for connector bodies because they hold tight tolerances, insulate well, and tolerate the soldering temperatures involved in board assembly. Polymer housings protect sensitive components from moisture, dust, and mechanical stress.
Polymer Resins in Circuit Boards, Insulators, and Switchgear
Beyond the board itself, engineering resins are used in coil formers, relay housings, terminal blocks, and switch components. PEI and PPS see heavy use here because they combine flame retardancy, electrical insulation, and stability at the temperatures associated with high power circuitry.
Polymer Resins in EV and Automotive Electronics
Electric vehicles have dramatically increased demand for high performance polymers. Battery management systems, charging connectors, sensor housings, and power electronics modules all use engineering resins for thermal management, dielectric performance, and weight reduction. PC-ASA grades are common for exterior charging port enclosures because they hold up to UV exposure and weathering.
Polymer Resins in 5G and Telecom Infrastructure
5G infrastructure has accelerated adoption of LCP and other high frequency polymers for antenna components, RF connectors, and small cell housings. Low loss, low dielectric constant materials are essential for next generation antennas and high frequency interconnects.
Polymer Resins in AI Data Centers
AI data centers have created an entirely new tier of demand for flame retardant engineering resins. While exotic materials handle the sub-microscopic fiber optics right at the chip, FR engineering resins and structural alloys handle the massive physical infrastructure that surrounds them: server chassis, power distribution units, connector housings, busbar insulators, and heavy duty cabling networks. Each material addresses specific mechanical, thermal, and electrical challenges created by 100kW plus AI server racks.
Several resin families are doing the heavy lifting:
- FR-PEI (Polyetherimide). Used in multi lens arrays for co-packaged optics (CPO), high voltage structural insulators, and direct to chip test sockets. PEI delivers exceptionally high heat deflection temperature and inherent flame retardancy without additives that could outgas. It holds microscopic dimensional tolerances under sustained thermal load, which keeps fiber optic micro lenses aligned and prevents data packet loss.
- FR PC/ABS. Used in server blade front panels, brackets, internal air baffles, tray handles, and structural rack components. PC/ABS combines the heat and flame resistance of polycarbonate with the processability and impact toughness of ABS. With non halogenated flame retardants that meet UL 94 V-0 at thin gauges, it provides the lightweight rigidity needed to absorb impact during hot swapping server components.
- FR PC/TP blends (PC/PBT and PC/PET). Used in connectors, liquid cooling valve housings, structural clips, and fluid adjacent brackets. Alloying polycarbonate with a semi-crystalline thermoplastic polyester gives the material the chemical resistance that pure PC lacks. In data centers using direct to chip liquid cooling or dielectric immersion cooling, parts have to survive constant exposure to coolants, glycols, and synthetic oils without cracking. FR PC/TP delivers that chemical immunity alongside strong mechanical performance.
- FR PPO and PPE blends. Used in busbar insulation covers, power supply housings, high density terminal blocks, and backup battery enclosures. PPO has some of the lowest moisture absorption rates of any engineering plastic, so its physical properties hold steady across changing data center environments. Its low dissipation factor makes it an excellent dielectric, preventing arcing around high amperage busbars while minimizing energy loss as heat.
- FR pure PC (Polycarbonate). Used in transparent safety shields, insulation films, power supply covers, and structural spacers. Polycarbonate compounded with robust flame retardants offers crystal clear transparency, very high impact resistance, and excellent dimensional stability. It is the go to choice for protective barriers and insulation layers in power management systems where technicians need to see indicators or wiring while maintaining full flame protection.
The real differentiator across all of these grades is not the base resin. It is the custom compounding. For AI data centers, the target is UL 94 V-0 or 5VA flame ratings at very thin walls (to save weight and maximize air or fluid flow space), using non halogenated, RoHS compliant flame retardants that will not release corrosive gases under fault conditions. By matching specific resins and alloys to the location and function in the rack, manufacturers optimize for chemical resistance, high speed signal integrity, or heavy mechanical load without adding dead weight.
Polymer Resins in Industrial Controls and Power Electronics
Industrial control panels, motor drives, inverters, and power supplies depend on high temperature, flame retardant resins. PEI, PPS, and PEEK perform well in environments with sustained heat loads and exposure to industrial chemistries.
Innovations and the Future of Polymers in Electronics
The pace of innovation in engineering resins is accelerating, driven by electrification, miniaturization, and sustainability requirements. A few of the most active areas:
- High temperature resins for power density. EV inverters, GaN and SiC power electronics, and dense server architectures are pushing operating temperatures higher, driving demand for grades that perform reliably above 200°C.
- Halogen free flame retardant grades. OEMs and regulators are moving away from halogenated flame retardants. New non halogenated formulations meet UL 94 V-0 without the environmental concerns.
- Thin wall molding and miniaturization. As consumer electronics shrink, resin grades with exceptional flow at very thin wall sections (LCP in particular) are enabling smaller, lighter parts without sacrificing strength.
- Recycled and bio based engineering plastics. Closed loop recycling streams and bio derived feedstocks are emerging across PC, PBT, and nylon grades, helping OEMs meet sustainability targets.
- Polymers enabling 5G and mmWave. Low loss, low dielectric constant materials are essential for next generation antennas and high frequency interconnects.
The Growing Role of Polymer Resins in Electronics Manufacturing
Across nearly every electronics category, the trend is the same: parts that were once metal are being replaced by engineering plastics. The drivers are familiar. Polymers are lighter, easier to mold into complex shapes, and more cost effective at scale. They support the design freedom that modern devices demand, and they help OEMs hit aggressive weight, cost, and sustainability targets without compromising performance.
The shift is most visible in consumer electronics and EVs, but it is happening across telecom, industrial controls, and data center hardware as well. As resin chemistry improves and new high performance grades become more accessible, the range of parts where polymers are the right choice continues to expand.
Challenges and Considerations
Engineering resins do have limits. Heat sensitivity remains a consideration for very high temperature environments, and certain aggressive solvents can affect some polymer families. UL ratings, RoHS compliance, and regulatory requirements vary by application and region, and designers need to spec grades that meet the relevant standards.
Polymer Resources offers a broad range of engineering resin grades, including high heat and flame retardant materials formulated for demanding electronics applications. Our materials are spec compatible with leading branded resins, often at a meaningful cost advantage.
Conclusion
Polymer resins are no longer a substitute material in electronics manufacturing. They are the default for a growing share of components, from consumer device housings to EV battery systems to 5G antenna parts. The combination of mechanical performance, thermal stability, electrical properties, lightweighting, and cost efficiency makes engineering resins uniquely well suited to the demands of modern electronic products.
To discuss the right resin grade for your electronics application, request a sample or contact a Polymer Resources engineer.

by Todd Hotes | May 14, 2026 | Blog
In today’s high-stakes manufacturing environment, companies utilizing engineered thermoplastic resins are under constant pressure to improve part performance, slash cycle times, and stabilize supply chains. While many procurement teams source raw materials from global chemical producers or broad-line distributors, there is a growing strategic advantage in partnering directly with an independent thermoplastic resin manufacturer (compounder).
A compounder is not a reseller. They are a specialized manufacturer that engineers high-performance materials. They act as a technical extension of your own manufacturing floor, processing raw polymers into customized formulations that improve your manufacturability and solve complex processing challenges.
1. Engineered Customization vs. Standard Grades
Large chemical manufacturers prioritize high-volume, standardized grades designed for global consistency. A compounding manufacturer, however, specializes in tailoring a material’s “DNA” to the specific mechanical and aesthetic requirements of your part.
Instead of forcing a part design to fit a standard resin, a compounder manufactures a material tailored to the application. This production flexibility includes:
Critical color matching to ensure aesthetic precision and brand consistency.
Optimized reinforcement levels using glass or mineral fillers manufactured to your specs.
Impact modification and UV stabilization for harsh environment durability.
Flame retardancy and wear resistance tailored to safety specifications.
Conductive or static-dissipative properties for specialized electronics.
Improved flow characteristics to reduce injection pressures and energy consumption.
Sustainability integration using recycled or bio-based content.
This manufacturing flexibility directly impacts the bottom line through reduced part weight, improved cycle times, and lower scrap rates.
2. Direct Technical Support for the Shop Floor
When sourcing through a global producer, technical service is often centralized and slow. Because compounders are manufacturers themselves, they provide immediate access to experts who understand the nuances of the molding and extrusion process. A manufacturing partner can assist with:
Processing optimization to shave seconds off cycle times.
Mold filling and warpage issues that cause quality rejects.
Material troubleshooting to resolve defects at the machine.
Cost-down initiatives and resin substitutions.
3. Supply Chain Agility for Continuous Production
During global shortages, smaller and mid-sized manufacturers are often the first to lose resin allocations from major producers. Compounding manufacturers offer a layer of protection through multiple raw material sourcing options and the ability to reformulate around disruptions much faster than a multinational producer can alter a massive production schedule. This domestic manufacturing capability and inventory flexibility ensure your machines keep running, even in volatile markets.
4. Total Cost Optimization
The lowest price per pound does not always equal the lowest cost per part. A compounder can often reduce your total manufacturing costs by engineering a formulation that balances performance with efficiency. This includes:
Optimizing filler content to lower material costs.
Improving processing efficiency to reduce energy and labor.
Reducing reject rates through better material consistency.
Minimizing unnecessary specs. Stop paying for performance properties your part doesn’t require.
5. Collaborative Innovation and Agility
Mid-sized manufacturers are often underserved by global resin producers that prioritize billion-dollar accounts. Compounding manufacturers are better aligned with specialized OEMs and emerging product lines, offering faster communication and a willingness to customize production schedules. Whether it is lightweighting projects or rapid prototyping, you gain a development partner invested in solving your engineering challenges.
The Bottom Line
Major chemical manufacturers provide the base polymers that fuel the industry, and distributors offer necessary logistical reach. However, for manufacturers seeking to optimize production, lower their total cost of ownership, and gain a technical edge, an engineered thermoplastic resin manufacturer is the ideal strategic partner.
In a competitive landscape, the right material manufacturer makes the difference between simply sourcing resin and truly engineering a production solution.

by Todd Hotes | Feb 1, 2026 | Blog
Designing components for the construction and transportation verticals is a high-stakes endeavor. There is almost zero margin for error, which means you have to have absolute trust in the materials you specify.
Whether it’s an interior panel for a mass transit vehicle or the housing for a building’s electrical system, the material must do more than just fit a mold. It has to protect, survive, and mitigate liability.
Exposure to fluctuating temperatures, harsh cleaning chemicals, and high-impact environments means that typical commodity plastics simply won’t do the job.
Historically, engineers have relied on well-known brands like Bayblend™ and Makroblend™ for these applications. However, as supply chains shift and the demand for precise material solutions grows, many are looking for high-performance alternatives that offer both reliability and dedicated technical support.
That is exactly what we are discussing today.
Why PC/ABS Excels in Construction and Transit
Polymer designers often face a trade-off: do you prioritize the heat resistance and mechanical strength of Polycarbonate (PC), or the processability and low-temperature toughness of ABS?
PC/ABS blends eliminate that compromise.
By alloying these two materials, we create a resin that is exceptionally tough and dimensionally stable, making it an outstanding solution for modern construction and transportation designs.
Dimensional Stability and Impact Resistance In the construction industry, parts such as heavy-duty light switches, thermostat housings, and power tool components must maintain their shape despite environmental shifts. PC/ABS offers a low shrink rate and high stiffness, which are key to maintaining functionality for years to come.
For transportation—specifically interior trim and seating components—the high impact resistance of these blends provides a critical safety factor. The material is capable of absorbing energy during stress without failure, a vital characteristic in crash scenarios.
Superior Surface Finish and Colorability Aesthetic requirements are high in passenger transit and premium building interiors. One of the primary advantages of our PC/ABS formulations is their ability to take on vibrant colors and complex textures without sacrificing physical properties. High safety standards shouldn’t require a compromise on aesthetics.
This makes our blends an ideal alternative to Bayblend™, particularly where color matching is a priority.
Key Advantages for Designers:
- Processability: Offers better flow than pure PC, allowing for thinner wall designs and more complex geometries.
- Heat Resistance: Maintains structural integrity in environments where pure ABS would soften.
- Cost-Efficiency: Provides a high-performance profile at a more accessible price point than many specialty engineering resins.
When to Choose PC/PBT
While PC/ABS is a powerful solution for interiors and housings, some environments require a different level of defense. This is where PC/PBT (Polycarbonate/Polybutylene Terephthalate) comes into play.
If PC/ABS is about “toughness and aesthetics,” PC/PBT is about “toughness and survival.” While those concepts may sound similar, they are distinctly different in practice.
At Polymer Resources, our PC/PBT formulations serve as a high-performance alternative to Makroblend™, specifically engineered for parts destined for harsh environments “in the wild.”
The Chemical Resistance Factor In both construction and transportation, surfaces are constantly hit with industrial cleaners, fuels, oils, and lubricants. Standard resins often stress-crack when exposed to these agents.
Because PBT is a semi-crystalline material, it provides a chemical barrier that PC/ABS lacks. This makes PC/PBT the ideal choice for:
- Transportation: Exterior panels, door handles, and engine-proximity components that face fuel splash or road salts.
- Construction: Commercial equipment, outdoor junction boxes, and components used in heavy-duty garages.
Low-Temperature Ductility One of an engineer’s biggest fears is a material becoming brittle in the cold. In the transportation world, a part that shatters at -20°F is a major liability. PC/PBT retains its toughness even in extreme cold, ensuring that safety components perform exactly as intended, regardless of the season.
Key Advantages for Designers:
- Fuel & Solvent Resistance: Resists degradation and cracking when exposed to harsh chemicals.
- Lubricity: Offers a naturally “slicker” surface, ideal for moving mechanical parts like latches or gears.
- Weatherability: Highly resistant to the wear and tear of outdoor exposure.
Conclusion: The Value of a Partner
Choosing between PC/ABS and PC/PBT is a great start, but the reality of engineering is that every project has its own set of “what-ifs.” This is where the choice of a material partner becomes just as important as the resin itself.
While industry giants offer name-brand recognition, the trade-off is often a “one-size-fits-all” approach and long lead times. At Polymer Resources, we operate differently. We view our team as an extension of your design department, helping you navigate the specifics of material selection without the corporate red tape.

by Todd Hotes | Dec 21, 2025 | Blog
For decades, the engineering resin market has been dominated by a few household names. If you design medical devices or electrical components, you know the list: Cycoloy, Noryl, Valox, and Xenoy.
These SABIC products have set the standard for performance. However, relying exclusively on global giants for your supply chain comes with risks.
In today’s manufacturing landscape, agility is just as critical as mechanical properties. Engineers are increasingly facing extended lead times, restrictive Minimum Order Quantities (MOQs), and a lack of flexibility.
When a production line is down, the brand name on the bag matters much less than the availability of the resin inside it.
The big question is: Can you find a “drop-in” replacement that matches the performance of these major brands without the supply chain headaches?
The answer is yes. We do it by focusing on the underlying chemistry rather than the logo.
Why Seek Alternatives?
The primary driver is risk mitigation. We have all seen the chaos caused when a massive supplier declares force majeure. If your production line depends on one brand from one source, you are stuck. Diversifying your supply chain is the only way to protect your business.
There is also the issue of priority. Major suppliers operate on volume. If you aren’t ordering automotive-level quantities, you often fall to the back of the line.
Finally, there is customization. Large suppliers sell what is in the catalog. They aren’t built to develop custom formulations. Finding an agile alternative partner puts you back in the driver’s seat, allowing you to prioritize your technical needs over a giant supplier’s rigid schedule.
Mapping the Alternatives: Brand Name vs. Chemistry
When you peel back the label, these proprietary names represent specific chemical families. Understanding the base chemistry allows you to source based on performance data.
The Alternative to Cycoloy (PC/ABS): A blend of Polycarbonate and ABS. It combines the heat resistance and impact strength of PC with the processability of ABS. It is the standard for impact-resistant housings.
The Alternative to Noryl (PPO / PPE): A modified Polyphenylene Oxide. Known for hydrolytic stability (it absorbs very little moisture) and excellent dielectric strength. It is a powerhouse for electrical applications like solar junction boxes.
The Alternative to Valox (PBT) and Xenoy (PC/PBT): PBT offers chemical resistance and dimensional stability. When blended with PC (PC/PBT), it gains toughness. These are critical for environments requiring resistance to harsh chemicals.
Specialized Applications: Medical & Electrical
Non-Invasive Medical Devices Durability and biocompatibility are the challenges here. Devices like surgical instruments need to withstand drops (requiring PC/ABS) and aggressive hospital disinfectants (requiring PC/PBT). Furthermore, the resin provider must match “medical white” colors with absolute precision, lot after lot.
Critical Electrical Components Safety is the non-negotiable factor. Engineers need materials that insulate well and resist burning. PPO compounds are the industry standard here due to low moisture absorption. Sourcing an alternative doesn’t mean skipping safety; it means finding a partner who has done the legwork to certify materials to UL 94 flammability standards.
The Polymer Resources Advantage
We are the agile alternative to the industry giants—the fighter jet versus the airliner.
Large suppliers are built for volume; we are built for speed, flexibility, and specialized support.
Speed: We cut lead times significantly so you aren’t waiting months for material.
Custom Formulation: Need a specific melt flow or UV package? We create the exact material you need rather than forcing you to settle for a catalog option.
Precise Color Matching: Our color lab ensures your brand identity remains consistent.
Technical Partnership: We don’t just sell pellets; we help you optimize your molding process for the best results.
Conclusion
Switching materials can feel daunting, but relying on a single source is a risk that is becoming hard to justify.
Moving to an alternative supplier like Polymer Resources is a strategic upgrade. You get the same high-performance chemistry backed by a partner who prioritizes your business.
Ready to secure your supply chain? Reach out to our team today for a cross-reference on your current materials. Let’s ensure you have the resin you need, exactly when you need it.

by Todd Hotes | Nov 15, 2025 | Blog
The U.S. resin market is entering a new era of cost pressure. Actually, we’re in the midst of it, reasonably speaking.
With tariffs of 10–25% imposed on imported plastics and engineering resins from countries such as China, Canada, and Mexico, many manufacturers are reevaluating their sourcing strategies.
For OEMs, molders, and procurement teams, the difference between domestic and imported resins in 2025 could mean the difference between protecting margins or facing unexpected cost spikes.
Polymer Resources, with all manufacturing based in the United States, delivers a cost-stable, tariff-free solution that ensures better pricing predictability. But that’s not the case across the industry.
Today, we’ll explore the impact the current tariff climate is having and what it means for a variety of consumer industries and executives tasked with purchasing resins.
Understanding the Tariff Impact on Engineering Resins
Our logical first step is to delve into a basic understanding of what’s happening in the environment.
Simply put: Over the past several months, the U.S. government has expanded tariffs on imported goods, including engineering plastics. We’re confident you’ve seen tariffs making the news, but you may not be entirely aware of the specifics involved with resins.
In early 2025, the U.S. enacted broad import tariffs: 25% on goods from Canada and Mexico, and an additional 10% on imports from China, layering on top of pre-existing trade duties. These import duties now amount to substantial cost surcharges for foreign resin suppliers and their customers.
Several supply chains have already responded. For example, price inflation linked to tariffs is increasingly being passed from manufacturers to end consumers, contributing to a broader wave of cost-push inflation across U.S. markets.
Which Resins Are Most Affected by Import Tariffs?
We know international resins are feeling the heat of tariffs. Now, let’s break things down by specifics.
Polycarbonate (PC)
At about 70% domestic production, the North American PC market remains largely insulated from tariffs, meaning price volatility is limited even amid tariff pressure.
While PC supply remains stable, other resins tell a different story. Let’s look at which are most vulnerable to tariff pressure.
ABS Resin
With 35–40% of supply imported, ABS is significantly affected. Tariffs on imported ABS translate into notable cost increases, giving domestic suppliers a competitive edge.
Nylon 6 & Nylon 66
Production of Nylon 66 is strong domestically, but reliance on imported Nylon 6 remains moderate. Tariffs increase the risk for buyers dependent on foreign nylon supplies.
PBT & Specialty Resins
North America imports around 70% of PBT demand, making these materials very sensitive to tariff-driven price fluctuations.
Blends & Compounds (e.g., PC/ABS, PC/ASA, PPE blends)
Imported compound blends face the same tariff penalties as their base resin components. By contrast, manufacturers like Polymer Resources can avoid these tariffs through in-country compounding.
How Tariffs Reshape Sourcing in Key Industries
Consumer Goods
The consumer goods sector is highly price sensitive, especially in areas like internal and external housings, HVAC components, and FDA-compliant applications.
When imported resins face tariff surcharges of 10–25%, the economics of these products shift dramatically. And not for the better.
For OEMs and molders, a sudden increase of $0.20–$0.30 per pound in resin costs can make the difference between a competitive product and one that is priced out of the market. By sourcing domestically from suppliers like Polymer Resources, consumer goods manufacturers can protect against cost volatility while ensuring consistent performance and regulatory compliance.
Polymer Resources provides FDA-compliant, domestically manufactured compounds that help brands stay competitive.
Medical Devices
Non-invasive and diagnostic medical devices must meet stringent FDA and ISO requirements.
In this industry, consistency, certification, and supply reliability matter just as much as cost.
Tariffs on imported resins not only raise prices but can also complicate compliance if sourcing shifts between suppliers. Domestic production helps eliminate these risks. Polymer Resources’ U.S.-made medical-grade engineering resins give device manufacturers a predictable, tariff-free supply chain while adhering to strict healthcare standards.
By sourcing from a U.S. partner, OEMs gain not just compliance, but tariff-free stability.
Transportation
The transportation industry — spanning automotive, heavy truck, agriculture, and marine — relies on engineering resins for critical components such as battery housings, lighting systems, and structural parts. Tariffs increase the cost of imported materials, directly affecting the bottom line for OEMs that already operate in a highly competitive, margin-sensitive market. By sourcing from a domestic supplier, transportation manufacturers can avoid unpredictable tariff costs, reduce shipping expenses, and ensure on-time delivery for just-in-time production environments.
Building & Construction
Large-scale construction projects require materials with specific performance additives, such as UV stability, flame retardancy, and impact resistance. Imported engineering resins used in building applications are especially vulnerable to tariff-driven cost spikes, which can cascade across multi-phase projects and inflate budgets. Domestic resin suppliers like Polymer Resources provide tariff-free, custom-formulated compounds, helping builders and contractors stay on budget while still meeting rigorous performance and safety standards.
Frequently Asked Questions (FAQ)
Are all resins subject to U.S. tariffs in 2025?
Not all. Common commodity resins like polyethylene and polypropylene have sometimes been exempted, but engineering resins such as ABS, Nylon 6/66, and PBT face significant tariffs, particularly when imported from China, Canada, or Mexico.
How much can tariffs increase resin costs?
A 10% tariff has historically added about $0.10–$0.23 per pound to resin pricing. At 25%, the increase could be closer to $0.30–$0.40 per pound, depending on the material and supply chain.
Why do domestic resins cost less under current tariffs?
Resins manufactured in the U.S. are not subject to import duties, so their prices don’t include the 10–25% surcharge that international suppliers must pass along to customers.
Which industries are most affected by resin tariffs?
Industries with heavy reliance on engineering resins—such as consumer goods, medical devices, transportation, and construction feel the impact most. These sectors use materials like ABS, Nylon, and flame-retardant blends that are often imported.
What makes Polymer Resources different from global resin suppliers?
Polymer Resources manufactures and compounds all resins in the United States, eliminating tariff surcharges, reducing lead times, and offering custom formulations tailored to OEM and molder requirements.
Conclusion: Choosing Cost-Stable Resins in a Tariff-Heavy Market
The 2025 tariff environment makes imported resins less predictable and more expensive. For procurement and engineering teams, domestic sourcing is no longer just a patriotic choice — it’s a strategic business decision.
By working with Polymer Resources, OEMs and molders gain tariff-free materials, dependable supply, and the flexibility of custom formulations. In a global market shaped by tariffs and supply chain risk, U.S.-made resins offer the clearest path to cost savings and stability.

by Todd Hotes | Nov 15, 2025 | Blog
When it comes to patient safety and device reliability, few people ever talk about the materials used to manufacture widely used non-invasive medical devices. But, they should. From diagnostic housings to reusable handles and even connectors, every component in a medical device needs to balance mechanical performance, biocompatibility and regulatory compliance. And all while meeting the design and sterilization demands prioritized in clinical environments.
While there are a number of engineering resins available, polyetherimide (PEI) and polyphenylene oxide (PPO) stand out for their exceptional strength, heat resistance, and stability. So we’re going to focus on those today.
As the medical industry continues to evolve towards safer, smarter, and more sustainable materials, choosing the right engineering resin becomes a critical decision. Understanding the distinct benefits of PEI and PPO and how they compare to other commonly used polymers goes a long ways in helping medical device engineers better design for safety and longevity, as well as compliance.
Let’s dig in.
Why PEI and PPO Are Ideal for Non-Invasive Medical Devices
Non-invasive medical devices have to do more than just function (though that’s important), they have to perform reliably, often under tough conditions. From frequent sterilization to exposure to harsh disinfectants, these products need materials that won’t crack, warp, or degrade over time. That’s where polyetherimide (PEI) and polyphenylene oxide (PPO) come in. Both offer a level of performance that goes beyond what’s possible with general-purpose plastics.
PEI is known for its ability to withstand high heat, maintaining its structure even during repeated autoclave sterilization. In case you’re curious, “autoclave sterilization” is a high temp, high pressure steam process used to kill bacteria, viruses, fungi, and spores. If materials are weak or questionable, such high heat can degrade the materials pretty fast.
PEi delivers the kind of dimensional stability and stiffness engineers count on when designing reusable components. Again, think heat.
PPO, on the other hand, brings excellent hydrolytic stability and chemical resistance. That makes it a strong choice for products exposed to moisture, cleaning solutions, and temperature changes.
Both PEI and PPO also maintain their form in humid environments (think steam again) and can be formulated to meet key medical standards like ISO 10993 or USP Class VI for biocompatibility. That means they’re safe for skin contact and patient handling which is essential for non-invasive devices used every day in clinical settings.
When compared to more common materials like polycarbonate (PC), acrylonitrile butadiene styrene (ABS), or polyvinyl chloride (PVC), PEI and PPO stand out. While those resins work well for lightweight housings or disposables, they tend to lose shape under high heat or after multiple sterilization cycles. PEI and PPO hold up longer, keeping their integrity and performance through repeated use.
For manufacturers looking for a balance of safety, durability, and design flexibility, these resins deliver by helping bridge the gap between standard thermoplastics and the high-performance demands of modern medical devices.
Key Applications in Non-Invasive Medical Devices
PEI and PPO resins aren’t just strong on paper, they prove their value in real-world medical settings every day.
Their ability to resist heat, chemicals, and wear makes them reliable choices for components that must perform consistently, even after repeated cleaning or sterilization.
Here are some of the most common areas where these materials stand out.
Diagnostic Equipment and Device Housings
From blood analyzers and patient monitoring systems to imaging units and centrifuge housings, non-invasive diagnostic equipment depends on materials that can handle constant use without losing dimensional accuracy. PEI and PPO provide the rigidity and thermal stability needed to protect sensitive electronics while keeping weight and manufacturing costs under control. Their smooth surface finishes also make them easier to clean, a key advantage in clinical environments where hygiene is non-negotiable.
Reusable Handles, Trays, and Connectors
For reusable surgical tools, autoclave trays, and instrument handles that undergo repeated sterilization, PEI is often the go-to choice.
It keeps its form and mechanical properties even after dozens of sterilization cycles. PPO also performs well in connectors, tube fittings, and ergonomic grips where moisture and repeated handling come into play.
Both materials can be custom-formulated to improve grip, color stability, or resistance to stress cracking.
Fluid Management and Delivery Systems
When it comes to non-implantable devices that move or manage fluids, like pumps, valves, or external delivery cartridges, PEI and PPO deliver consistent performance.
Their low moisture absorption helps maintain precision fit and function, while their chemical resistance protects against degradation from cleaning solutions or reagents.
These examples show why PEI and PPO resins have become dependable materials for engineers designing next-generation medical devices that prioritize safety, reliability, and longevity.
Design and Processing Considerations
Selecting the right resin is only part of the equation.
How it’s processed and designed into a device can make or break overall performance.
PEI and PPO both offer excellent processability for complex geometries, but there are a few considerations that medical device engineers should keep in mind to get the most out of these materials.
Moldability and Dimensional Precision
Can it shape? And stay that way?
PEI and PPO resins allow for tight tolerances and precise molding, which is critical when parts need to align perfectly in diagnostic systems or reusable tools. Their inherent stiffness helps prevent warping during cooling, while their low moisture absorption keeps dimensions stable after production. These traits make both materials ideal for components that require repeatable accuracy, such as instrument housings, pump components, and sensor enclosures.
Color Matching and Transparency Options
While performance often takes center stage, aesthetics matter too; especially in medical environments where color coding, clarity, and clean appearance all contribute to usability and brand consistency.
PEI offers natural transparency with a slight amber hue, while PPO can be easily pigmented for opaque or translucent applications.
Polymer Resources can custom-compound both materials to achieve the exact color, opacity, or finish required, without compromising performance or regulatory compliance.
Maintaining Compliance Through Processing
It’s important to note that not all grades of PEI or PPO are created equal.
Medical-grade formulations from suppliers like Polymer Resources are designed to meet FDA and ISO requirements, including biocompatibility and lot-to-lot consistency. Proper drying, controlled processing temperatures, and post-mold conditioning help ensure these resins retain their mechanical properties and compliance through every production cycle.
From design to manufacturing, the key takeaway is simple: when processed correctly, PEI and PPO resins deliver the dimensional accuracy, sterilization resistance, and clean aesthetics that non-invasive medical devices demand.
Sustainability and Supply Chain Reliability
Because both materials are reusable and recyclable, they help extend the lifespan of medical components and reduce the need for frequent replacements. Their ability to endure multiple sterilization cycles also supports sustainability by cutting down on disposable plastics. For OEMs pursuing eco-conscious product lines, this can translate into lower overall material consumption without compromising safety or compliance.
On the production side, Polymer Resources manufactures and compounds materials domestically, which helps reduce lead times and minimize the supply chain risks associated with overseas sourcing (particularly related to tariffs).
Consistent, U.S.-based production also ensures that each formulation maintains the same high quality and regulatory traceability, critical for customers operating in the medical sector.
With PEI and PPO, manufacturers can count on a reliable supply of medical-grade resin solutions that perform, comply, and align with long-term sustainability goals.
Partnering with Polymer Resources
Selecting the right resin for a non-invasive medical device is about more than performance; it’s about trust.
Polymer Resources partners with medical manufacturers to deliver custom PEI and PPO formulations that meet strict standards for sterilization, strength, and biocompatibility.
Our U.S.-based team provides consistent, medical-grade compounding with precise color matching, transparency options, and regulatory documentation. From material selection to processing support, we help engineers design safer, smarter, and more sustainable devices with confidence.
Contact us today.